Cross Laminated Timber.
Cross-laminated timber (KLH®, BSP, CLT, X-LAM, Cross-Lam) is made from spruce slats stacked atop of each other which are bonded using high press force and formaldehyde free adhesives to form large-format building elements.
Certificates: see downloads


The elements are statically stressed construction elements and are used as wall, ceiling and roof panels in solid timber construction projects. Thanks to the cross-wise structure of the longitudinal and cross-slats, wood expansion and shrinkage in the panel plane is reduced to an insignificant minimum. At the same time, this raises the structural load capacity and dimensional stability in the panel plane.
In accordance with the European Technical Assessment, technically dried timber with a wood humidity of 12% (+/- 2%) is used for the manufacture of KLH® solid timber boards. Destructive vermin, fungi or insect infestation is thus excluded. KLH® solid timber boards are regarded CE certified building materials. The raw slats used are sourced from sustainably forestry and are either PEFC or FSC® C119602 certified.

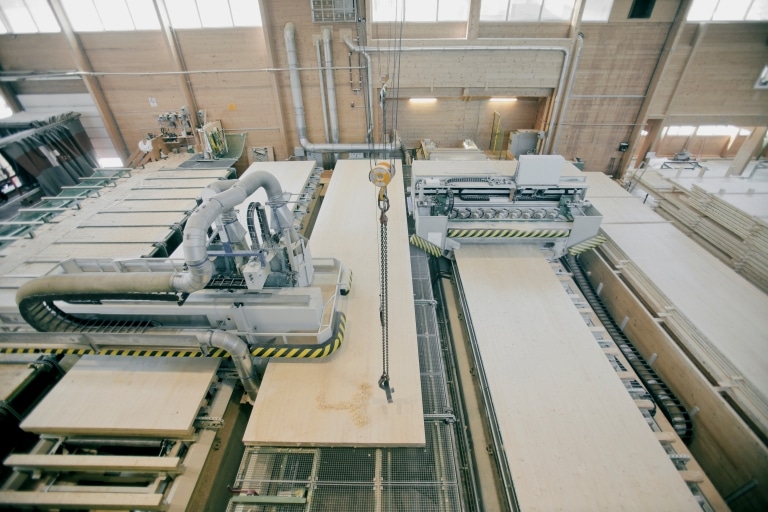
Modern Facilities.
In our modern production facilities, the elements are exclusively produced in a project-related way. The thickness of the elements and the number of plies used mostly depends on the structural and fire-protection requirements. On the basis of approved production plans, the elements are cut using state-of-the-art CNC systems. The elements are delivered directly to the construction site on a just-in-time basis, either by lorry or in a container. On location, they are mounted by the expert personnel of a timber construction company or that of a construction company using a construction crane.

Product Advantages
- Ecologically sustainable construction material
- Healthy, comfortable room climate
- Stable value with elements manageable in terms of building physics
- Highest-possible freedom in architectural implementation
- Simple planning of individual structures
- Optimal utilisation of the enclosed plot area by using slim construction elements

- Statically highly stable, large-format and thus assembly-friendly elements
- Short construction period, dry construction method and quick readiness for occupancy
- Quality-controlled production internally as well as externally
- High dimensional accuracy with CNC-controlled cut
- Technically approved and CE-marked construction product
- Delivery of the elements pre-manufactured under weather-protected conditions directly to the construction site


Solid wood panels.
KLH® SOLID WOOD PANELS ARE IDEALLY SUITED FOR LOAD-BEARING, BRACING AND NON-LOAD-BEARING WALL, CEILING AND ROOF ELEMENTS.


Manufacture
The crossways arrangement of the longitudinal and crosswise laminates reduces the swelling and shrinkage in the board plane to an insignificant minimum and static strength and shape retention increase considerably. According to the European Technical Assessment exclusively technically seasoned timber with a wood moisture content of 12% (+/-2%) is used. Any timber laminates are subjected to quality control before their use.

Adhesives & Lamination Process
Only VOC-free and formaldehyde-free PUR adhesives are used in accordance with EN 15425. The adhesives have been tested and classified as TYPE 1 adhesives and have been approved for the production of load-bearing timber components.
The adhesive is applied automatically over the entire surface approx. 0.15 kg/m² per joint. The laminated pressure at 0.6 N/mm² used during the manufacture of KLH® solid timber panels is 6 times higher when compared with vacuum press technology. The quality of the lamination of KLH® CLT is therefore of high quality and the load-bearing capacity comparatively higher.

CNC – Cutting
Factory cutting or beaming takes place using state-of-the-art CNC-technology. The basis for that form the production and cutting plans released by the client or the executing company, respectively. For elements of a length and width > 1 m the tolerances are +/-2mm, for standard panel types, standard trimming and a wood moisture content of 12%.
We furthermore produce and deliver unmachined raw panels to supply CNC trimming service factories and processing mills, from where the elements are then transported to the site.
For further information please contact us.
Assembly & Installation
We are offering various lifting systems, depending on the panel type, panel size and surface quality. All lifting systems installed in our factory are CE-marked.

Technical Approvals, Certificates and Eco-labels
Panel types
KLH® solid timber panels are offered in 3 standard qualities. Upon request special surfaces and panel built-ups are possible, depending on the availability of the raw lamellas and technical feasibility. Special structures are possible upon request.
| Product name / Brand | KLH® |
| OTHER PRODUCT NAMES | Cross-laminated timber (CLT) | X-Lam |
| APPLICATION | Structural elements for walls, floors and roofs |
| DURABILITY | Service classes 1 and 2 according to EN 1995-1-1 |
| WOOD SPECIES | Spruce (pine, fir, stone pine and other wood types on request) |
| PANEL BUILD UP | 3, 5, 7 or more layers depending on static requirements |
| LAMELLAE | Thickness 20 to 45 mm, technically dried, quality-sorted and finger-jointed |
| STRENGTH CLASS | C 24 according to EN 338, maximum 10% C 16 permitted (compare ETA-06/0138) |
| ADHESIVE | Formaldehyde-free PUR adhesive, approved for load-bearing and non-load-bearing components indoors and outdoors according to EN 15425 |
| LAMINATING PRESSURE | At least 0.6 N/mm² |
| WOOD MOISTURE CONTENT | 12% (+/- 2%) on delivery |
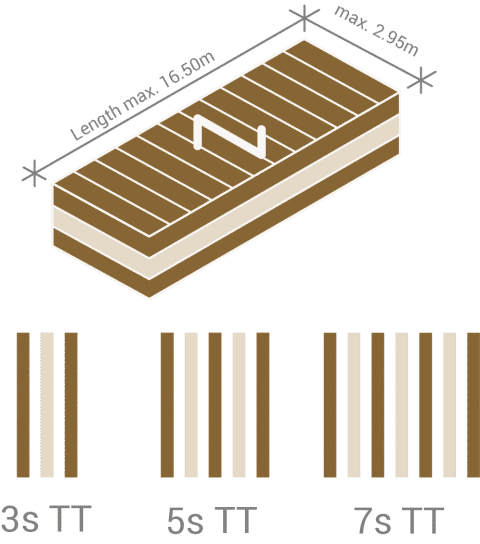
| MAXIMUM ELEMENT DIMENSIONS | Length 16.50 m / width 2.95 m / thickness 0.50 m |
| PRODUCED WIDTHS | 2.40 / 2.50 / 2.73 / 2.95 m |
| SURFACE QUALITY | Non-visual quality (NVQ) | Industrial visual quality (IVQ) | Domestic visual quality (DVQ) Special surfaces on request |
| WEIGHT | 5.5 kN/m³ according to ÖNORM B 1991-1-1:2011 for structural analysis 500 kg/m³ for determination of transport weight |
| MOISTURE MOVEMENT | In panel plane 0.01% per % change in wood moisture content, perpendicular to panel plane (panel thickness direction) 0.24% per % change in wood moisture content |
| THERMAL CONDUCTIVITY | λ = 0.12 W/(m*K) according to EN ISO 10456 |
| HEAT STORAGE CAPACITY | cp = 1600 J/(kg*K) according to EN ISO 10456 |
| VAPOUR RESISTANCE | µ = 20 to 50 according to EN ISO 10456 |
| AIR TIGHTNESS | KLH® solid wood panels can generally be used as airtight layers. Connections to other components, butt joints, penetrations, etc. must be sealed appropriately. |
| REACTION TO FIRE | Euro class D-s2, d0 |
| RESISTANCE TO FIRE | According to ETA – 06/0138 |
By using double layers, the board’s longitudinal and transverse rigidity can be increased in a targeted manner. Changes to the board structure can be used to increase its fire resistance in order to meet special project requirements.

Panel types Overview
For the wall Covering layer in the transverse panel direction TT
| Nominal thickness in mm | in Layers | Typ | Lamella structure [mm] | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | L | C | L | C | L | C | ||||
| KLH® | 60mm | 3s | TT | 20 | 20 | 20 | ||||
| KLH® | 70mm | 3s | TT | 20 | 30 | 20 | ||||
| KLH® | 80mm | 3s | TT | 30 | 20 | 30 | ||||
| KLH® | 90mm | 3s | TT | 30 | 30 | 30 | ||||
| KLH® | 100mm | 3s | TT | 30 | 40 | 30 | ||||
| KLH® | 110mm | 3s | TT | 40 | 30 | 40 | ||||
| KLH® | 120mm | 3s | TT | 40 | 40 | 40 | ||||
| KLH® | 100mm | 5s | TT | 20 | 20 | 20 | 20 | 20 | ||
| KLH® | 110mm | 5s | TT | 20 | 20 | 30 | 20 | 20 | ||
| KLH® | 120mm | 5s | TT | 30 | 20 | 20 | 20 | 30 | ||
| KLH® | 130mm | 5s | TT | 30 | 20 | 30 | 20 | 30 | ||
| KLH® | 140mm | 5s | TT | 30 | 20 | 40 | 20 | 30 | ||
| KLH® | 150mm | 5s | TT | 30 | 30 | 30 | 30 | 30 | ||
| KLH® | 160mm | 5s | TT | 40 | 20 | 40 | 20 | 40 | ||
Crosslam timber / CLT- Fire resistance and rating
One of the major advantages of Cross Laminated Timber is its inherent fire resistance. CLT can be designed to accommodate substantial fire resistance and unlike steel remains structurally stable when subjected to high temperatures. CLT panels can be produced with fire resistances of 30, 60 and 90 minutes.
It’s easy to see why any form of timber construction can pick-up a reputation for fire risk, but for solid wood and Cross Laminated Timber, performance in a fire is a long way from their timber frame cousins.
To understand how efficient CLT is in a fire, we should start with the understanding that fire resistance is the ability of a material to confine a fire or to continue to provide a structural function or both.
The measure of fire resistance is the time elapsed from the start of the fire up until the point where the material fails to function. Typically resistance is expressed in minutes eg FR 30, 45, 60 or 120.
CLT’s fire resistance is provided through ‘charring’. As the face of the timber panel is exposed to a fire that ramps up to a temperature in excess of 400 degrees C, the surface of the timber ignites and burns at a steady rate. As the timber burns it loses its strength and becomes a black layer of ‘char’. The char becomes an insulating layer preventing an excessive rise in temperature within the unburnt core of the panel. It is this unaffected core which continues to function for the period of the fire resistance.
To achieve the designed fire resistance period there must be sufficient virgin solid timber remaining behind the char layer to sustain the loads applied. Therefore each CLT panel within the building must be designed for the fire resistance period and the specific loadings applied to that panel.
Fire resistance testing of CLT panels is to ISO 834 – the same standard used for doorsets which most of us are familiar with.
Illustration showing a typical temperature / time gradient through solid timber under fire conditions

[video_popup url=“https://www.youtube.com/watch?v=hRIPQ_q2iyY“ text=““]
[video_popup url=“https://www.youtube.com/watch?v=G-J86Ka9MkQ“ text=““]
[video_popup url=“https://www.youtube.com/watch?reload=9&v=HuVTCOmRGd0″ text=““]
Seismic Test
Miki (Kobe), Japan, October 23, 2007. For the first time in history, a seven-storey wooden house has been exposed to a simulation of the earthquake that destroyed Kobe in 1995.
This test is the gemstone of the SOFIE project (Sistema Costruttivo Fiemme) which was born as a collaboration between the institute IVALSA of the National Research Council and the Autonomous Province of Trento and whose aim is to finally demonstrate the absolute reliability and safety of cross laminated timber as a construction material as well as other values such as comfort, sustainability and saving of energy.
[video_popup url=“https://www.youtube.com/watch?v=hSwjkG3nv1c&t=30s“ text=““]
[video_popup url=“https://www.youtube.com/watch?v=_GKOi3vUFIA“ text=““]
[video_popup url=“https://www.youtube.com/watch?v=9X-js9gXSME&t=41s“ text=““]
Termites have a pronounced preference for moisture. The eaten wood corridors provide sufficient space and moisture for fungi, which further destroy the eaten wood.
However, since our wood is mechanically dried to a residual moisture of 10-12%, it offers sufficient termite protection.
But to be on the safe side, we also oil our wood with a natural oil to protect against termites.
Wood preservatives

| Biocide-free, preventative wood protection that fights insects and fungus, with tested effectiveness (acc. to EN 46 and EN 113). | |||
| TCM WOODBLISS | is a biocide-free coating with environmentally-friendly ingredients (see complete declaration) for the preventative and combative treatment of wood and wood products against plant and animal pests. TCM WOODBLISS is suitable for living spaces, odourless, and free of emissions. It is diffusion-open. The compressive strength is increased in the treated areas (depth of penetration). The dimensional stability of wood treated on all sides is improved. The action is based on the alteration of wood cell walls through accumulation of modified silicic acid and its transformation into stable, thin-layered silica crystals (solidified silica gel). Thus wood becomes, up to the depth of penetration, permanently unrecognizable and unusable to wood pests. Infested wood becomes stabilized. Already present fungal structures are physically killed by the mechanical destruction of their cell structure resulting from the silicification and high alkalinity. Insects get stuck as they try to bore through the wood or due to the drenching of their boreholes. After external application, the insects‘ reproduction is interrupted by the silicification of the wood surface. Further infestation is prevented. |
||
| Ingredients | according to complete declaration: abietic acid („tree acid“; present in trees), wood sugar, silicic acid, lignin, natural vegetable resins, vegetable colouring, silicates, potash, vegetable oils, xanthan as thickening agent, water as solvent, cellulose | ||
| Use |
|
||
EuroMbao and partners Sustainability Policy
As a global renewable materials company we provide products and services that benefit customers, other stakeholders and the environment,and we seek to mitigate adverse effects from our operations and our supply chain.
- Purpose, values and approach
- Our purpose
- “Do Good for the People and the Planet” and our values “ Lead” and “Do What’s Right” commit us to doing business responsibly.
- Our Sustainability Agenda is based on the Triple Bottom Line model, balancing social, environmental and economic objectives as informed by input from our key stakeholders
- Objectives
- As a minimum we comply with all applicable legal and regulatory obligations in the countries where we operate.
- We continuously improve our sustainability management processes and performance.
- We engage with our stakeholders to ensure that our sustainability approach and communication remain material.
- We publish our tax footprint annually to demonstrate financial transparency.
- We respect human rights as outlined in the EuroMbao’s Statement on Human Rights and consider themin each aspect of our approach to sustainability.
Social Agenda
- We care about all our people; our priority is to provide a safe workplace for employees and contractors, and our Health and Safety Policy guides our actions.
- We help communities to be resilient; our Sponsorships and Donations Policy guides our corporate community investments.
- We play fair; our Code of Conduct and our Business Practice Policy provide an ethical compass for our daily business activities. Environmental Agenda
- We use natural resources with care through optimised use, re-use and recycling of water and materials. We ensure environmentally responsible treatment and disposal of waste.
- We combat global warming; our Energy and Carbon Policy details our approach.
- We respect the local environment where we operate.
We are committed to sustainable forestry as described in our Wood and Fibre Sourcing, and Land Management Policy.
Economic Agenda
- We help customers be sustainable; through our renewable and recyclable products and our services we contribute to a low-carbon and resource efficient society.
- We choose like-minded partners guided by our Supplier Code of Conduct.
- We reward investors sustainably according to our Dividend Policy. Our ambition is to ensure a positive Total Contribution to Society (TCS)by balancing financial success with social and environmental responsibility over the long-term.


EuroMbao’s and Partners Policy for Energy and Carbon
As a leading renewable materials company with access to carbon neutral biomass we are in a unique position to combat global warming.
Ambition
We drive down fossil fuel use so that we get as close to zero as possible within the decade using technically and commercially feasible means, and we seek to substitute fossil-based and other non-renewable materials with our renewable products.
Objectives
- We comply with all applicable legal and regulatory obligations in the countries where we operate.
- We proactively raise awareness of the role of forests and our renewable products in achieving a low-carbon society, and work with customers and other stakeholders to substitute fossil-based and other non-renewable materials.
- We continuously improve energy efficiency and strive towards energy self-sufficiency at our mills.
- Our Wood and Fibre Sourcing, and Land Management policy describes our commitment to sustainable forestry, ensuring viable and growing forests as a carbon sink, and the supply of renewable and carbon neutral raw material.
- We increase the share of biomass and low fossil carbon fuels whenever technically and commercially feasible.
- We aspire to develop supply chains for non-fossil fuels for our operations where they do not exist.
- We minimise cost and risk when sourcing supplementary energy, with a preference for low fossil carbon energy sources.
- We supply low fossil carbon energy that helps decarbonise local and national energy systems when technically and commercially feasible.
- We work with selected suppliers to find solutions that reduce our direct and indirect fossil CO2emissions.
- We actively engage in research & development and seek partnerships that help combat global warming.
Science-based targets
- Reduce fossil CO2 and other greenhouse gas (GHG) emissions from operations by 31% per tonne of pulp, paper, and board produced by 2030, compared to a 2010 baseline.
- 70% of our non-fibre suppliers and downstream transportation suppliers in terms of spend to set GHG reduction targets by 2025 with the aim to adopt as science-based targets by2030.